Understanding Different Types and Applications for Pipe Fittings
Created at :
Sep 3, 2020
Here is a great read for explanations on definitions, applications and various industrial uses for pipe fittings.
Reference: Thomas Net https://www.thomasnet.com/articles/hardware/understanding-pipe-fittings/
Pipe fittings are components used to join pipe sections together with other fluid control products like valves and pumps to create pipelines. The common connotation for the term fittings is associated with the ones used for metal and plastic pipes which carry fluids. There are also other forms of pipe fittings that can be used to connect pipes for handrails and other architectural elements, where providing a leak-proof connection is not a requirement. Pipe fittings may be welded or threaded, mechanically joined, or chemically adhered, to name the most common mechanisms, depending on the material of the pipe.
 Types of pipe fittings: An assortment of pipe fittings, including tees, and end caps.
Types of pipe fittings: An assortment of pipe fittings, including tees, and end caps.
Image credit: Cegli/Shutterstock.com
There is some inconsistency in terminology surrounding the terms pipe, tube, and tubing. Therefore, the term pipe fittings will sometimes be mentioned in the context of tubing as well as pipe. While similar in shape to tube fittings, pipe fittings are seldom joined by methods such as soldering. Some methods overlap, such as the use of compression fittings, but where these are commonplace for connecting tubes or tubing, their use in pipe connections is rarer. It suffices to say that while there are general distinctions, the common usage of terms can differ from supplier-to-supplier, although they represent the same items.
In this article, the concentration will be on discussing typical fittings and connection methods associated with rigid pipe and piping, with a limited presentation of the fittings that are associated with flexible tubes, tubing, or hose.
To learn more about the varieties of pipe, consult our related guide to pipe and piping.
Pipe Fittings Explained: Fitting Materials and Manufacturing Processes
Cast and malleable iron
Fittings for cast iron pipe fall under hubless and bell-and-spigot styles. Hubless designs rely on elastomeric couplers that are secured to the outer diameters of the pipe or fitting by clamps, usually a stainless steel band clamp that compresses the elastomeric material and forms a seal. These hubless or no hub designs are sometimes referred to as rubber pipe couplings or rubber plumbing couplings and are especially popular for transitioning from one material to another—from copper to cast iron, for instance. Bell-and-spigot, or sometimes, hub-and-spigot, fittings are joined today primarily with elastomeric gaskets that fit inside the bell and accommodate the insertion of the plain pipe end or fitting. Older systems before the 1950s were caulked using a combination of molten lead and a fibrous material such as oakum. Cast iron pipe is sometimes joined with bolted flanges, or in some cases, mechanical compression connections. Flanged joints employed in underground applications can subject the pipe to settlement stresses unless the pipe is adequately supported.
 Mechanical compression flange fittings for iron pipe are often used
Mechanical compression flange fittings for iron pipe are often used
where the pipe runs above ground.
Image credit: Promus/Shutterstock.com
While there are both malleable iron pipe fittings and ductile iron pipe fittings available, the improved mechanical properties and lower cost of ductile iron is causing a shift towards greater use of that material.
Fittings for steel (aka, “black pipe”) and galvanized pipe as found in residential and commercial plumbing work are generally cast and referred to as “malleable iron fittings." They can be galvanized. Although standards list threaded fittings up to fairly large diameters, these generally are not used today as the threading of large-diameter pipe is considered needlessly difficult.
Steel and steel alloys
Steel pipe fittings are often extruded or drawn over a mandrel from welded or seamless pipe. In smaller sizes they are often threaded to match threads on the ends of pipe. As sizes and pressures increase, they are often welded in place by either butt-weld or socket-weld methods. Socket-weld fittings, usually forged, are restricted to smaller pipe diameters (up to NPS 4, but usually NPS 2 or smaller) and are available in 3000, 6000, and 9000 class pressure ratings, corresponding to Schedule 40, 80, and 160 pipe. Socket fittings are welded into place with fillet welds, which makes them weaker than butt- welded fittings, but still preferable to threaded fittings for high-end work. The need for an expansion gap in the fitting precludes their use in high-pressure food applications.
 Pipe fittings and pipe lengths joined by butt welds
Pipe fittings and pipe lengths joined by butt welds
require end prep to ensure the integrity of the final welded joints.
Image credit: mady70/Shutterstock.com
Flanges are also used, with the resulting flanged sections of pipe connected via bolts. The use of flanges makes breaking the pipeline feasible so as to enable replacement of valves, etc. Most pipeline equipment such as pumps and compressors are also connected via flanges for this same reason.
Flange fittings are available in a handful of styles, rated by pressure and temperature. These styles include lapped, weld neck, socket weld, ring-type joint, screwed, and slip-on. The threaded flange is suitable only for low- to medium-pressure applications. The other various welded-on flanges permit higher pressures to be used. Lapped flanges are often used where disconnections will be frequent as the flange can spin freely, simplifying bolt-hole alignment. A special case is the so-called blind flange, which is used to seal the end of a pipeline but allow connection to another pipe or piece of equipment later.
Flanges can incorporate several different methods to seal adjoining faces, including O-rings, seal rings, and gaskets. Seal rings provide an especially tight joint and for the same bolt stress applied to a flat-face gasket, can resist a higher pressure.
Primarily, three standards govern pipe flanges. ASME 16.5 defines the ANSI flange, the most commonly-used flange. ASME B16.47 covers two series, A and B, which represent large diameter applications. Series A flanges are heavier and thicker than Series B for the same pressure and size. Series B flanges are normally selected for refurbishment work. ASME B16.1 defines the AWWS flange, but it is only for flanges used in potable-water service at atmospheric temperatures. Then, there is the so-called Industry Standard flange which is not defined by a governing body but instead reflects historical practice. The dimensions for these flanges are covered by ASME B16.1, the standard for 25, 125, and 250 class cast-iron-pipe flange and flange fittings.
 Weld-neck flanges are butt welded to similarly prepared pipe ends
Weld-neck flanges are butt welded to similarly prepared pipe ends
to produce flanged ends with the equivalent integrity of welded pipe.
Image credit: Golf_chalermchai/Shutterstock.com
Stainless steel pipe fittings can be used for sanitary applications such as food and dairy processing, and are commonly fitted with quick-connect clamps to enable dismantling of the line for internal cleaning. The flanges for these clamping systems are available as weld-on entities or in many instances available as wyes, tees, etc. with the flange integral to the fitting.
Metal pipes sections may also be joined and built up as pipelines using pipe couplings and other standard threaded pipe fittings such as metal pipe end caps or 180-degree pipe elbows.
Nonferrous
Aluminum fittings are typically cast. They are available in all the same forms or shapes as steel fittings. Aluminum threaded fittings such as caps or nipples are available, as are fittings that feature a combination of threaded and butt weld connection styles. Socket weld options also exist. Welding of aluminum fittings usually requires a MIG or TIG process.
Aluminum pipe is also a popular choice for use in creating handrails, and a host of fittings for structural applications are available, both weldable and slip on/clamp-on varieties.
Red brass fittings such as brass pipe nipples are available corresponding to pipe diameters, and these are often assembled by soldering or brazing.
Concrete
Concrete pipe fittings are available in a variety of styles suitable to their application in large civil projects such as storm-water control. Aside from the typical wye connections, specialized fittings include utility hole portals and various styles of vaults. Typical connections use shouldered ends on the fittings which mate with counterparts on the receiving pipes. A rubber gasket provides for a leakproof joint.
Plastics
Plastic pipe fittings are available in both socket weld (sometimes called solvent weld) and threaded styles, with the former the most common. Socket weld fittings are designed to be welded in place chemically, thereby making installation quick and straightforward to complete. Plastic pipes are usually dry fitted, then marked, as the solvent used to connect them is especially fast-acting. Couplings are typically used to connect and join straight lengths of pipe together.
Fittings are available in standard shapes and styles and with the dimensional size ranges of material common to plastic pipe, including PVC, CPVC, PE, PEX, PP, and ABS.
Common PVC pipe fittings include reducers, elbows, caps, tees, wyes, couplings, unions, and crosses, to name a few. The standard cross-sectional profile for most PVC pipe or tubing fittings is circular, but there are other profile shapes available, such as square PVC fittings. However, these alternative fitting profiles are usually associated with PVC pipe that is designated for structural use, such as fences, railings, or furniture grade use, and are not associated with PVC pipe that is fluid handling applications. Besides PVC, other materials may be used for structural fittings, one example being galvanized pipe railing fittings.
Other PVC fittings include barbed insert designs, which are intended to be used with tubing and are pressed into the tubing and secured with band clamps.
CPCV pipe fittings, as well as ABS pipe fittings (Acrylonitrile Butadiene Styrene), also are usually joined with fittings that are solvent welded. Suitable conversion adapters for changing material types, such as from CPVC to brass, are also commonly available.
In some applications using plastic pipe, such as in plumbing for sink drains, certain pipe fixtures such as p-traps may be joined with a threaded connection using nylon washers and a retaining or locking nut. This feature facilitates easy disassembly to clear clogs.
Polyethylene pipe fittings and polypropylene pipe fittings are usually available with both threaded style or barbed style connections, and socket weld or fused options being also available. Similarly, PDVF pipe fittings also are produced with socket or threaded connections.
Where an air or watertight seal is needed, nylon pipe fittings may be employed and can be used with nylon tube or pipe as well as with other types of plastic or metal pipe.
Glass
In some specialized industrial fluid process settings, glass pipe and fittings are employed. Borosilicate glass offers several key advantages over alternative forms of piping systems. The material has high purity, so it will not contaminate process fluids. The natural transparency of glass permits the inspection of the process as needed, while the smooth surface prevents the development of scale or other residues on the interior surface of the pipe.
Laboratory applications may also frequently employ glass tubing and glass profile fittings.
Glass pipe should not be confused with pipes that employ a glass lining, which would be more correctly identified as glass-lined pipe.
Vitrified clay
Fittings for vitrified clay pipe are available in the typical configurations required for sewer installations. Like cast iron, bell-and-spigot is the usual coupling method for these fittings, with an O-ring or gasket used to seal the joint.
Types of Pipe Fittings: Applications and Industries
Callouts
Threaded fittings follow a standardized format on drawings. The nominal dimension comes before the description. When two or more ends of the fitting are not of the same dimension, the dimension of the run precedes those of the branches, or for reducing fittings, the largest dimension precedes the smallest dimension. Thus, a 1 x 1 x 3/4 Street Tee; a 1 x 1x 3/4 45° Y Bend; a 1 x 3/4 x 1/2 x 1/4 Cross; and so forth. The thread size on threaded fittings will correspond to the nominal pipe size thread as specified by ANSI.
Thread Types
Most pipe applications use threaded fittings whose connections can be typically characterized by one of the following systems:
- American National Standard Pipe Threads (NPT)
- British Standard Pipe Threads (BSPT)
The principal difference between these two is the taper angle. The NPT system uses a thread taper angle of 60 degrees, whereas the British Standard Pipe Thread (BPST) fittings use a slightly lower taper angle of 55 degrees. In addition to threaded pipe fittings which are tapered, these systems also specify straight pipe thread fittings, which do not rely on a taper to seal against pressure loss or leaks. Generally, a suitable sealant is needed to assure that the seal integrity of the joint or connection is achieved. Most threaded pipe fittings are designed to be right-hand threads, but there are some left-handed (LH) thread options available.
Metric pipe fittings are also available, identified by the nominal outside diameter and the thread pitch. So an M12 x 1.5 metric pipe nipple would have an outside diameter of 12 millimeters and a thread pitch of 1.5 threads per millimeter.
Screw fittings are usually threaded internally. The exception is the street fitting, which, in the case of a simple elbow, has one external thread and one internal thread. Pipes are readily threaded in the field. Joining threaded pipes and fittings can be aided by Teflon tape or pipe compound. When applying the compound, it is recommended that it be placed on the external thread only, to avoid introducing any impurities into the pipeline during joint assembly.
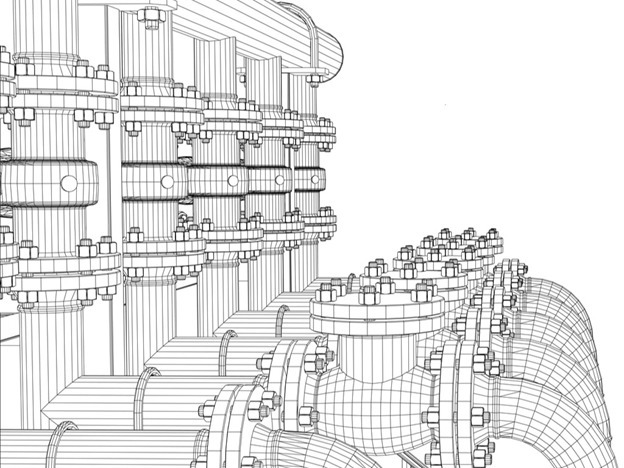 A typical 3D pipeline rendering.
A typical 3D pipeline rendering.
Image credit: cherezoff/Shutterstock.com
Piping layouts are generally one-line or two-line drawings, depending on the complexity of the installation. Where clearances are tight,and for many shop-fabricated pipelines, the two-line drawing is used, which shows the pipe dimensionally to scale. For simpler installations, the one-line drawing suffices, with fittings, valves, etc. designated symbolically. Pipeline drawings are sometimes shown as “developed,” which assumes the vertical pipes are revolved into the horizontal plane, or vice versa, to allow the entire piping system to be shown in the same plane.
Weldolets
These small, weldable branch fittings reinforce the pipe where a hole is made, eliminating the need to add reinforcing. Different forms of these fittings are available under various trademarks, covering butt- and socket-welded styles, thread-on varieties, as well as some special designs which enable connections at elbows, etc.
Welding process
Pipe ends and flanges are prepared for butt welding according to pipe-wall thickness. For walls 3/4 inch thick or less, the walls are beveled to an included angle of 70° and a 3/16 inch gap is left between them. The welder makes a root pass, a fill pass (or passes), and a capping pass, often varying the filler material between passes. For larger thickness, the pipe is tapered to a similar angle but only partway up the wall. In addition, a small relief angle is ground on the inside wall, serving as the location for a backing ring. Socket welds are generally used for thinner-walled pipes. Welding procedures are spelled out by an engineer in Weld Procedure Specifications and the welder making the weld will be certified for the specific process. Pipes sometimes must be preheated prior to welding and heat-treated after to relieve heat stress.
 A slip-on flange is welded front (shown) and back.
A slip-on flange is welded front (shown) and back.
Screw-on flanges are sometimes reinforced with a similar front weld.
Image credit: 22August/Shutterstock.com
The necessity of proper pipe-end preparation and the need for careful fit-up prior to joining butt-welded fittings makes the use of socket-weld fittings appealing. No bevel is required for socket-weld fittings and the socket itself serves to align the pipe. About the only special requirement is that the pipe must be backed out of the fitting slightly to allow for expansion during the weld.
Prefabrication of pipeline sections, called “spools,” is often done indoors where automation can be applied to the fabrication process. Pipes joints can be rolled on slow turning machines to bring the work to the welder. Robot welders can be used. Techniques such as submerged-arc welding can be applied for productivity gains.
There are non-welded pipe fittings or no weld pipe connectors available as alternatives to the traditionally welded piping systems. Using a combination of swaged mechanical fittings along with the cold bending of pipe or tubing, this solution eliminates the stresses to the pipeline from the welding operation, reduces costs, and can provide for a modular system that is easier to disassemble or modify as needed.
Plastic pipe, and HDPE pipe, in particular, can be joined by heat welding, sometimes referred to as electrofusion welding. Pipes can be butt-welded or socket-welded. This is a fairly common practice for large-diameter HDPE pipeline installations. A range of specialized equipment is available for producing these welds.
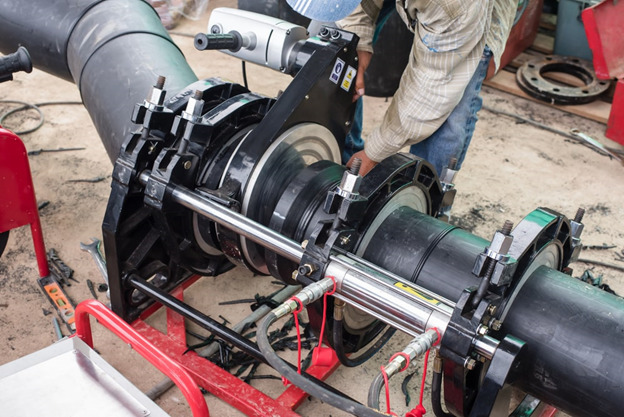 A welding machine for joining sections of HDPE pipe thermally.
A welding machine for joining sections of HDPE pipe thermally.
Image credit: Yuthtana artkla/Shutterstock.com
Generally, plastic pipe and pipe fitting applications need to consider pressure derating concerning the pipe or fitting size and the operating temperature. For PVC and CPVC materials, manufacturers will recommend a reduction in the pressure rating for temperatures above 73 degrees F. And, for a given operating temperature, pressures need to be further reduced as the diameter of the pipe or fitting increases. Furthermore, the use of certain fittings, such as flanges, unions, or valves, may have pressure ratings that are less than that of a straight pipe of the same dimension.
Fitting shapes and styles
Most fitting shapes are self-explanatory by their name. The commonly available ones include:
- caps
- plugs
- nipples
- elbows
- tees
- wyes
- crosses
- unions
- bushings
- reducers
- adapters
Pipe plugs or caps can be used to seal off the ends of pipe. Some forms of high-pressure plugs are used to temporarily seal off pipe ends to facilitate pressure testing in pipelines and pressure vessels while eliminating the need to perform conventional welding operations in order to perform these tests.
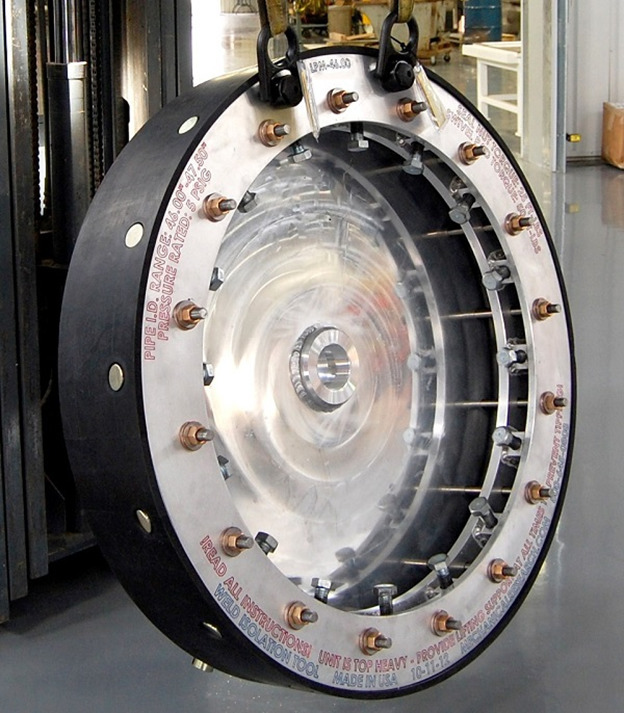 Machined pipe plug for use in pipeline pressure testing
Machined pipe plug for use in pipeline pressure testing
Image credit: Mechanical Research & Design, Inc.
Elbows can be purchased in 22-1/2°, 45°, and 90° bends. Return bends are used to move fluid through a full 180° change in direction. Small lengths of threaded pipe are called nipples. Bushings are used to change pipe diameters, as are reducers. Terms such as “street” and “service” describe fittings with an external thread. Unions are used to connect a threaded pipe without the need to turn either pipe. Adapters permit the system to change between materials such as between plastic and metal pipe.
Pipe bends are manufactured to specification and are typically called out by a multiple of the pipe diameter. For example, a 5D bend in a 10-inch pipe would have a bend radius of five times the diameter. The angle of the bend is specified as well.
Sprinkler fittings
Fire suppression systems and fire sprinklers can use pipe of several varieties, most commonly steel (black pipe or galvanized pipe), copper tubing, or plastic pipe (CPVC and polybutylene are permitted by NFPA).
In the case of steel pipe, fittings may be threaded, welded or make use of cut or rolled-groove end pipe and connectors which employ ring-and-cam systems to couple pipes together. The connectors are fast and easy to install and eliminate the cost and complexity of other techniques such as welding. As a result, these ring- and-cam systems seem to be quite prevalent in this industry.
Cut grove connections are generally permitted by specification on Schedule 40 or higher pipe, where higher schedule numbers indicate increased pipe wall thickness. Rolled grove pipe connection types are permissible on any wall thickness.
Copper tubing where used in sprinkler applications is generally brazed, but limited use of soldered connections is permissible by NFPA 13 for applications that are characterized by a low risk of hazard and light occupancy.
Plastic pipe can be used in some fire suppression and sprinkler applications, per NFPA 13. For CPVC, solvent joining of standard socket weld fittings is the usual method of connecting the CPVC pipe fittings to the sprinkler pipe. In limited light residential applications, cross-linked polyethylene (PEX) pipe has also been employed. For plastic pipe use, additional care needs to be taken to provide adequate support to the system and to protect the pipe and fittings from direct fire exposure.
See Our Related American Made Brass Fitting Products Here:
compression coupling to plastic tubing